


一.定义
注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
分类:按结构形式主要分为立式注塑机和卧式注塑机两种。其中卧室注塑机应用最为广泛,也是我们主要的改造对象。
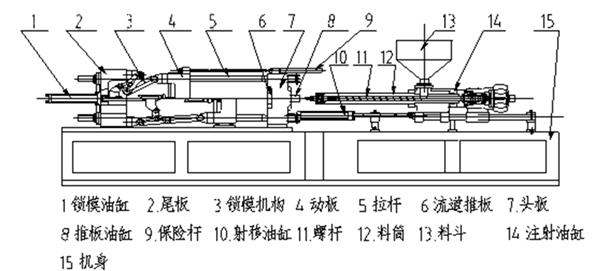
二.卧式注塑机结构:
三.卧式注塑机工作过程
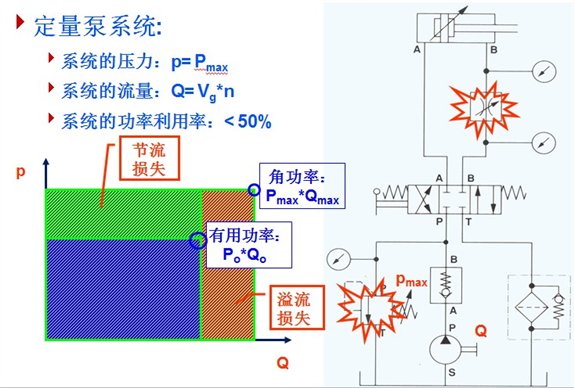
塑料注射成型是利用三种状态(固态-液态-固态),借助于注塑机和模具成型出所需要的塑料制品。尽管所有的注塑机不尽相同,但注塑机的工作流程基本是相同。如图3所示,大致可分为七道工序:锁模、射胶、保压、溶塑、冷却、开模、顶针(顶针进、顶针退、射座退)等。每一动作的完成都有时间、压力、速度、位置等几个参数的精妙配合,也就是说在某一位置的位移都有相应的压力和速度,且在不同的位置和时间内其压力和速度都是可变的。同时每一动作完成后发出终止信号传送给程序控制器,程序控制器收到信号后才发出执行下一动作的指令。每一道工序都需要用不同的工作压力和流量,除了高压锁模、射胶及溶塑动作需要较大压力外,其它工序都工作在很小压力下,其压力和流量是靠压力比例阀和流量比例阀来调节,通过调节压力比例阀和流量比例阀的开启度来控制压力和流量大小。
五.改造原理:
根据注塑机的的工作原理与特性,JV3000系列变频器是高性能矢量变频器,速度响应快,具有两路模拟量叠加功能。
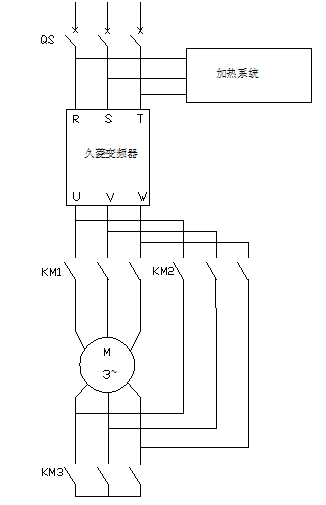
①主回路改造:
如图示,将JV3000变频器器串联在原星三角启动系统的前端。特别注意保持注塑机加热系统的电源接在伺服驱动器的前端。打开注塑机配电箱后,找到总电源空气开关,在开关的下端,一般有两路线,一般较粗的一路线接入原电机星三角启动回路;另一路较细的线接入加热系统。确认接入星三角启动回路的线后,将总电源空气开关到星三角启动回路主接触器的连线拆掉,另外用线从原空开接线处接入伺服器的R,S,T端;再从伺服驱动器的U,V,W端接回星三角启动回路主接触器,完成将驱动器串联到原系统之中的接线。将变频器的启动信号线串入星三角最后一接触器辅助常开触点上,若没有辅助触点,增加一个接触器并入星三角最后一接触器的线圈上,利用此接触器的辅助触点控制变频器的启停。
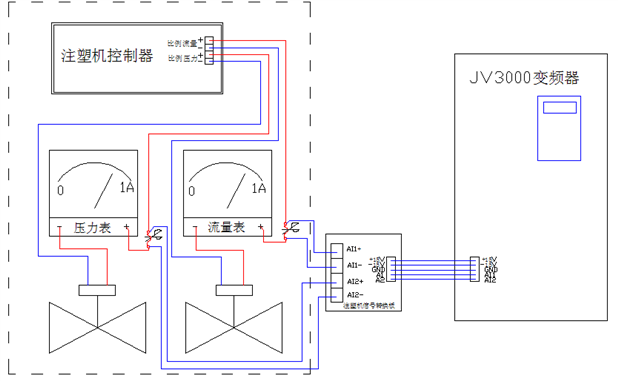
图中虚线部分为原系统部分,在注塑机中找到流量表与压力表,将表的正端断开(如图所示),串入我公司专用注塑机信号转换板,将0-1A电流信号转换为0-10V电压信号供变频器使用。(在每个动作环节所需的压力,流量信号不同,将此信号通过转换给变频器,从而控制原定量泵的快慢)。
注:上述案例是将两路信号进行叠加,也可以取其中一个信号,其中一个信号不变,来控制变频器的转速。
六.初调试
由于每个动作最大值并非1A,需要进行实际校正,按照上述主回路与控制回路接线要求进行接线,送电试运行,要求操作人员手动开(锁模,射胶,保压,溶胶,冷却,开模,顶针)中的一个动作,将流量信号和压力信号设置为最大值,流量设置为140,压力设为99,开启此动作,可以通过万用表直接测量AI1,AI2的电压值,或通过人机界面组P7.03监视AI1,AI2的电压值。将这两组电压值设入P5.14与P5.19中,由于此案例是通过AI1与AI2叠加的方式,需要将AI1与AI2的上限电压对应的最大频率P5.15,P5.20设为一半50%。
需要注意,改造的前提是在客户满足生产效率的基础上进行节能改造,将上述P5.15,P5.20设为一半可能会引起客户生产周期变长,此时可通过适量增大设置P5.15,P5.20中的百分比值,也可要求用户增大流量信号和压力信号的值。
七.变频器参数设置如下:
P0.01=1
P0.07=1
P0.08=2
P0.10=2
P0.11=1S
P0.12=1S
P0.14=4
P5.14=7(实际测定)
P5.15=50%(根据生产效率可调整)
P5.19=7(实际测定)
P5.20=50%(根据生产效率可调整)
八.结论
根据现场情况,电机15KW,控制油泵,原来的定量泵变成现在受变频控制的变量泵,最低运行频率为10HZ,最高运行频率为50HZ,并且只有其中一个动作为50HZ,根据原先工频生产24小时和现在改造后生产24小时的几次电能表数据对比,节电率大概在25%左右,原因分析:生产周期,生产工艺对节电率有很大的影响,生产周期长的节电率较生产周期短的要大一些。另外可减小溢流,降低油温。


总机服务:0510-83291881、83294776 技术支持:0510-83294776-813 维修热线:0510-83294776-809 销售咨询:0510-83294776-813
Email:dh_zlc@126.com 地址:无锡市惠山区藕塘东风工业园北区 传 真: 83291881/83294776-803
邮 编: 214153 苏ICP备11031966号-3
